Как метод литья с хорошей точностью размеров и высокой эффективностью производства, литье под давлением широко используется в производстве цветных металлов в автомобилестроении, мотоциклах, скобяных изделиях, игрушках, электрике, электронике и других отраслях промышленности, и показывает сильную тенденцию к росту. Выбор машины для литья под давлением является важным звеном в производстве литья под давлением, которое оказывает очень важное влияние на качество продукции, эффективность производства, себестоимость продукции, управление производством и так далее.
1. Выберите тип машины для литья под давлением в соответствии с характеристиками продукта.
1.1 Классификация роликов:
Машина для литья под давлением обычно делится на машину для литья под давлением с горячей камерой и машину для литья под давлением с холодной камерой в зависимости от рабочего состояния ее камеры давления.Камера давления машины для литья под давлением с горячей камерой погружена в жидкий металл в Тигель для сохранения тепла и механизм литья под давлением установлены над тиглем для сохранения тепла.Машина для литья под давлением с холодной камерой в зависимости от ее камеры давления и положения механизма струи давления, камеры давления и положения струи давления в Горизонтальное положение называется горизонтальной машиной для литья под давлением с холодной камерой, камера давления и струйный механизм в вертикальном положении называется вертикальной машиной для литья под давлением, вертикальная струя под давлением в вертикальной машине для литья под давлением и вертикальное направление пресс-формы называется полностью вертикальной машиной для литья под давлением.
1.2 Характеристики машины для литья под давлением с тепловой камерой
Машина для литья под давлением с тепловой камерой простая конструкция, простота в эксплуатации, легкость автоматического производства; отсутствие процедур литья, простой процесс, высокая эффективность производства; меньшие потери тепла, меньшие потери металла; металлическая жидкость всегда находится в закрытом канале, включения окисления не легко вмешиваться, металлическая жидкость, поступающая в полость, чистая, качество литья хорошее; соотношение давления и струи небольшое, в процессе нет секции наддува; камера давления, пуансон, гусиная шейка, сопло и другие горячие части жизнь коротка, замена неудобна.
Текущее производство литья под давлением, машина с горячей камерой, как правило, литье под давлением из цинка, олова, свинца и других сплавов с низкой температурой плавления, а также небольшое тонкостенное литье под давлением из магниевого сплава, большая часть усилия пресс-формы менее 160 т, более 400 т несколько.Из-за своих формообразующих характеристик магниевый сплав производится в горячей камере и холодной камере.Усилие закрытия пресс-формы обычно составляет менее 650 Тл..
1.3 Характеристики машины для литья под давлением с лежачей холодной камерой:
Машина для литья под давлением с холодной камерой имеет исчерпывающие спецификации и модели, широкий диапазон адаптации к размеру продукта и типам сплава, простоту производственной операции, высокую эффективность производства, возможность подключения к автоматическому периферийному оборудованию для достижения автоматического производства, управление сегментом хода штампа. , регулировка легко достигается, чтобы удовлетворить различные требования процесса литья под давлением.Недостатком является то, что теплопотери металлического раствора велики, металлический раствор находится в контакте с воздухом, легко вовлекается окисленными включениями и воздухом , а для продуктов с высокой плотностью или термической обработкой требуется специальный процесс.
В настоящее время горизонтальная машина для литья под давлением с холодной камерой в основном используется в производстве цветных сплавов, таких как алюминий, магний и медь, а применение литья под давлением из черных металлов очень мало. До нескольких тысяч тонн силы литья под давлением, самая большая машина для литья под давлением с холодной камерой для производства 5500 т немецкой машины для литья под давлением Miller Wanjiatun.
1.4 Особенности вертикальных машин для литья под давлением:
Вертикальная машина для литья под давлением имеет меньше газа, вовлеченного в процесс гидравлического впрыска металла, удобна настройка центральной системы литья, проблемы с техническим обслуживанием и эксплуатацией, производственный процесс имеет процедуры отсечки и подачи материала, эффективность производства низкий, в основном машины малого и среднего размера, производственный процесс меньше, в настоящее время вертикальная машина для литья под давлением в основном используется для литья под давлением специальных продуктов, таких как ротор двигателя, с постоянным улучшением производительности струи под давлением машины для литья под давлением в холодной камере спальни, чтобы повысить эффективность производства, ротор микрокомпьютера все больше и больше производится на машине для литья под давлением с горизонтальной холодной камерой.
2. выберите спецификацию машины для литья под давлением в соответствии с планом продукта и штампа
2.1 Рассчитанные силы фиксации формы
В соответствии с выбором машины для литья под давлением, очень важной задачей является расчет того, удовлетворяется ли сила блокировки машины для литья под давлением, сила блокировки машины для литья под давлением должна быть больше, чем сила расширения, создаваемая продуктом во время литье под давлением.Обычный метод расчета заключается в умножении площади проекции металлической нажимной части на поверхность разъема штампа на удельное давление отливки.Как показано ниже:

Figure 1
Площадь проекции A: включает общую площадь продукта, ростка, лепешки материала и переливной части, как показано на рисунке 1. Следует проявлять особую осторожность, чтобы не пропустить часть вытяжного канала, обычно в 1,2-1,5 раза больше продукта Площадь проекции принимается за общую площадь проекции литья под давлением без детального плана пресс-формы.
Удельное давление Pi для литья под давлением обычно составляет 400-1000 кг/см², когда изделиям для литья под давлением требуется устойчивость к давлению и предотвращение утечек, они часто используют более высокое удельное давление для литья под давлением.
F=A ×Pi расширения
Усилие блокировки машины для литья под давлением и усилие расширения должны соответствовать коэффициенту безопасности T ≥K ×F,K, обычно принимаемому за 1,1.
В реальной производственной ситуации при расчете машины для литья под давлением следует учитывать следующие проблемы:
1) специальная схема расположения разделительной поверхности: для изделий, представленных на рисунке 2, длина 450 мм, ширина 300 мм, высота 200 мм, средняя толщина стенки 7, масса изделия 2,1 кг.

фигура 2
Площадь выступа изделия составляет 156 см², площадь выступа литья под давлением в 1,5 раза больше площади изделия, площадь выступа литья под давлением составляет 234 см², а изделие требует испытания под давлением 2,5 кг/см², поэтому удельное давление литья под давлением составляет 800 Кг/см², а усилие расширения составляет 184 т, для производства могут использоваться машины для литья под давлением 200. Если конструкция конструкции формы для литья под давлением обнаружится, что машина для литья под давлением 200 т далека от удовлетворения потребностей производственного процесса: поверхность разделения продукта находится точно в области проекции продукта наименьшего сечения, полость глубже, необходимо учитывать всю структуру выхлопа, поэтому площадь проекции литья под давлением намного больше, чем площадь проекции продукта, почти в 3 раза больше продукта площадь проекции; размер формы продукта, с двухсторонним вытягиванием сердечника, требуется машина для литья под давлением с большим расстоянием между направляющими колоннами; в зависимости от веса отливки продукта рассчитывается степень заполнения камеры давления, диаметр камеры давления выбран Ø90 мм, полость продукта более глубокая, и для обеспечения качества продукта требуется большая энергия заполнения.После рассмотрения вышеуказанных комплексных факторов, окончательный выбор производства машины для литья под давлением 650 т.
Большое отклонение между центром 2) силы выброса давления и центром оборудования:
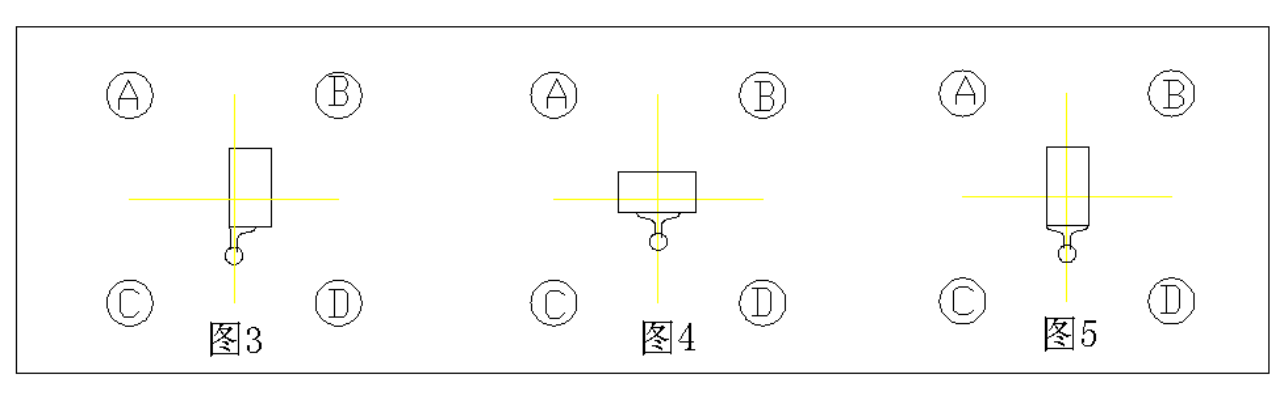
Как показано на приведенной выше диаграмме, для одних и тех же прямоугольных изделий литья под давлением при различных технологических схемах результирующая сила может быть в принципе одинаковой, но распределение силы по четырем направляющим стойкам неравномерно, и требуемая штамп- Сила штамповки литейной машины также отличается.Используя режим компоновки, показанный на рис.4, распределение подъемной силы на четырех направляющих колоннах в основном одинаково, а требуемое усилие закрытия штампа является наименьшим;используя структуру Как показано на рис. 3, направляющая колонна B несет наибольшую подъемную силу, а выбранное усилие закрытия штампа должно быть более чем в четыре раза больше, чем у направляющей колонны B, в противном случае возникает риск выброса сплава из правого верхнего угла При использовании структуры, показанной на рис.5, усилие расширения направляющей колонны A、B больше, чем у направляющей колонны C、D, а выбранное усилие штампа должно быть более чем в четыре раза больше, чем у направляющей колонны. Направляющая колонна A или B должна выдерживать усилие расширения, в противном случае возникнет риск выброса сплава из верхней части формы.На приведенном выше рисунке сила режима, необходимая для конструкции на рисунке 3, является наибольшей, а сила режима наименьшее значение, необходимое для конструкции, показанной на рисунке 4. Когда эксцентриситет центра силы литья под давлением велик, усилие расширения, действующее на каждую направляющую стойку, следует рассчитывать отдельно, а усилие закрытия машины для литья под давлением следует выбирать По максимальному усилию направляющей стойки.
3) большая площадь выступа сердечника тянущего ползуна (см. рис. 6):
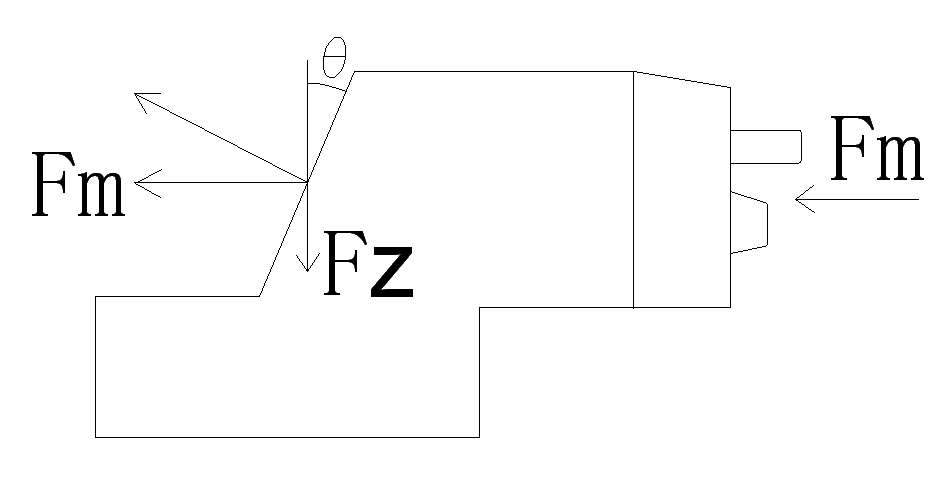
Рисунок 6
æКогда в процессе литья под давлением происходит вытягивание сердечника ползуна, металлическая жидкость оказывает боковое давление на ползун Fm. Эта сила действует на блокировочный блок и распадается на силу, перпендикулярную направлению блокирующего блока, и поднимающуюся силу Fz, обычно угол ≤15 °, когда площадь проекции вытягивания сердечника очень мала, сила подъема незначительна.Но когда площадь проекции вытягивания сердечника велика, необходимо рассчитать силу расширения, создаваемую вытягиванием сердечника. В противном случае будет создаваться недостаточное закрывающее усилие, опасность падения в процессе разбрызгивания металла и прижатия ползунка, что повлияет на точность изделия и Fz=tan ×Fm..æ
При выборе машины для литья под давлением в соответствии с усилием смыкания необходимо учитывать структуру конкретного процесса машины для литья под давлением. блокирующее усилие машины.
2.2 Подтвердите соответствующие параметры машины для литья под давлением:
После выбора усилия запирания машины для литья под давлением обычно необходимо подтвердить следующие параметры машины для литья под давлением в соответствии со схемой пресс-формы изделия:
1) Находится ли толщина штампа для литья под давлением в пределах эффективного диапазона регулировки толщины штампа машины для литья под давлением;
2) Может ли ход открытия машины для литья под давлением гарантировать нормальное извлечение продукта;
3) Может ли внутреннее расстояние направляющей стойки машины для литья под давлением соответствовать установке размера внешнего контура матрицы, находится ли матрица в пределах эффективного диапазона Т-образной канавки пластины, обратите особое внимание, чтобы подтвердить, вытягивается ли сердечник или другие выступающие части штампа мешают направляющей стойке машины для литья под давлением и другим вспомогательным органам;
4) В соответствии с толщиной штампа для литья под давлением подтвердите, может ли расстояние выкатывания пуансона машины для литья под давлением соответствовать отслеживанию лепешки продукта;
5) Подтвердите расстояние выкатывания машины для литья под давлением, может гарантировать необходимость выкатывания продукта.
5) В соответствии с массой отливки изделия рассчитайте степень наполнения напорной камеры, выберите внутренний диаметр напорной камеры: диаметр напорной камеры должен поддерживать следующую связь с массой отливки:
75% объема литейного расплавленного металла/объема камеры давления (включая частичный объем камеры давления и втулки затвора матрицы) x100%≤,
То есть: чтобы объем разливочного металла составлял менее 75% от объема камеры, обычно более 75%, горловина литейной формы перед запечатыванием пуансоном, металл будет вытекать из горловины литейной формы, максимум 60 % в качестве стандарта, в реальном производстве следует учитывать скорость наполнения напорной камеры не только для облегчения сброса газа в напорную камеру, но и для учета потери кинетической энергии наполнения.
2.3. Рассчитайте, соответствует ли производительность машины для литья под давлением требованиям к продукту.
Для некоторых крупносерийных продуктов с высокими требованиями к производительности необходимо проанализировать характеристическую диаграмму P-Q ² системы литья под давлением, чтобы рассчитать, соответствует ли производительность струйной струи выбранной машины для литья под давлением требованиям давления продукта. Энергия струи Когда энергия струйной системы удовлетворяется, система струйной струи под давлением должна иметь хорошие низкоскоростные характеристики, характеристики ускорения и характеристики повышения давления для литья под давлением деталей, которые требуют компактности и устойчивости к давлению. Для изделий с тонкими стенками или с высоким внешним видом струйная система должна иметь хорошие характеристики высокой скорости и ускорения.
В соответствии с расчетом вышеуказанных параметров обычно можно выбрать тип машины для литья под давлением.
3. выберите вспомогательную функцию машины для литья под давлением в соответствии с требованиями управления производственным процессом и требованиями к продукту.
В связи с требованием точности и легкого веса продукта в последние годы литье под давлением широко используется в качестве высокоэффективной технологии прецизионного литья.В различных условиях литье под давлением выдвигает более высокие требования, такие как отсутствие пористости, сварка, термическая обработка и т. д. Для удовлетворения потребностей продукции были значительно усовершенствованы система управления машиной для литья под давлением, производительность пресса, автоматизация и вспомогательные технологии. Некоторые из этих новых технологий относятся к стандартной конфигурации машины для литья под давлением, Некоторые из них относятся к дополнительным устройствам при выборе машины для литья под давлением в соответствии с фактическими потребностями предприятий и продуктов.
3.1 Система быстрой замены форм
Чтобы удовлетворить потребности в многообразном, мелкосерийном производстве и большой замене пресс-форм, значительно сократить время замены пресс-форм, повысить эффективность производства:
1) Устройство быстрого прижатия штампа, гидравлическая автоматическая система блокировки используется для замены оригинального механизма блокировки болта прижимной пластины штампа (см. рис. 7).


Рисунок 7. Рисунок 8
2) устройство извлечения направляющей стойки, одна или две направляющие стойки на верхней стороне выдвигаются во время замены формы.Для больших форм с вытягиванием сердечника цилиндра или горизонтальной шириной, превышающей внутреннее расстояние направляющей стойки, ее можно удобно загрузить без необходимость разборки цилиндра (см. рис. 8).


Рисунок 9. Рисунок 10
3) устройство позиционирования для размещения пресс-формы, установите стол для позиционирования пресс-формы или кронштейн направляющей V-образного типа на машине для литья под давлением и осуществите быстрое позиционирование пресс-формы с фланцем камеры давления и типовой табличкой во время процесса установки пресс-формы. (см. рисунок 9).
4) Устройство крепления C-образной пластины через гидравлический цилиндр C-образной пластины машины для литья под давлением для управления перемещением дислокации C-образной пластины, быстрое соединение между выталкивающей пластиной машины для литья под давлением и выталкиванием штампа. реализована пластина, что значительно сокращает время по сравнению с использованием болтового соединения стяжной тяги (см. рис. 10).
5) Быстрое соединение интерфейса вытягивающего цилиндра, машины для литья под давлением и электрического и трубного интерфейса вытягивающего цилиндра, все они используют быстроразъемную стыковку.
Вышеупомянутые устройства, за исключением подключения цилиндра формы, все связаны с системой управления машины для литья под давлением, и операция замены матрицы может быть реализована с помощью панели. Время переключения сложного штампа большой машины для литья под давлением может быть сокращено до менее чем 10 минут, что значительно повышает скорость запуска оборудования.
3.2 Технология отображения и автоматической коррекции кривой прессования
В настоящее время существует три основных формы контроля кривой пресса машины для литья под давлением:
1) Форма управления с разомкнутым контуром, ход пресса обычно делится на три этапа (медленный выстрел, быстрый выстрел, наддув) или четыре этапа (медленный выстрел, первый выстрел, второй выстрел, наддув), скорость и давление каждой секции устанавливается электрической регулировкой или ручным маховиком регулировки.
2) Форма управления Semi-CLONED-LOOP, люди устанавливают давление, скорость, ход и другие параметры впрыска под давлением через систему управления.Система Rol определяет фактические параметры процесса впрыска под давлением через датчик и датчик смещения, отображает фактические параметры и кривую давления впрыска и сравнивает измеренное значение с заданным значением.Параметры литья под давлением корректируются путем регулировки открытия клапана в следующем цикле литья под давлением, чтобы сделать его близким к целевому значению. ход сброса давления контролируется в трех или более сегментах (включая последнюю функцию замедления), что делает фактическую кривую сброса давления ближе к заданной кривой.
3) форма управления в режиме реального времени, многоступенчатое управление струей давления (высокопроизводительные машины для литья под давлением за рубежом достигли 20-ступенчатого управления, включая конечное замедление), люди могут программировать параметры различных сегментов движения. высокоточного сервоклапана, скорость отклика (примерно до 5 мс) улучшена, чтобы удовлетворить технологические потребности высокопроизводительного литья под давлением.
3.3 Характеристики превышения скорости
Традиционная машина для литья под давлением, скорость выброса воздуха под давлением обычно достигает 8 м/с или более 10 м/с при 4,5 м/с-6 м/с, сверхвысокоскоростная машина для литья под давлением, которая может не только реализовать совместное использование Магний и алюминиевый сплав, но также сокращают время наполнения из-за высокой скорости наполнения.
Машина для литья под давлением со сверхнизкой скоростью может устанавливать многоступенчатую скорость в диапазоне низких скоростей 0,05-0,7 м/с, реализовывать заполнение продукта ламинарным потоком, уменьшать внутреннее содержание газа и производить высокопроизводительное литье под давлением. с обработкой Т6 Обычно подходит для литья под давлением с относительно простой структурой и толстой стенкой.
3.4 Местное подразделение по продажам компрессоров под давлением
Он в основном используется в деталях, где локальная толщина стенки продукта велика и легко вызывает усадку и дефекты усадки.Путем герметизации и уплотнения деталей между окончанием герметизации и затвердеванием продукта для получения плотного литья под давлением. , в настоящее время требуются автомобильные разъемы с высокими механическими свойствами, такие как: опора двигателя, опора рулевого колеса и другие продукты, которые широко используются.
3.5 Функция распыления с вытягиванием сердцевины
В прошлом операция вытягивания стержней машины для литья под давлением находилась в положении извлечения при распылении, и некоторые стержни в это время были закопаны в полости формы и не могли быть распылены, особенно для вытягивания стержней с длинным формованием. размер и плохой охлаждающий эффект, что особенно легко вызывает прилипание и деформацию продукта, а также сокращает срок службы сердечника.При использовании функции распыления с вытягиванием сердечника сигнал управления вытягиванием сердечника связан с сигналом распылительной машины, который может быть установлен после того, как продукт вынут, перед действием распыления, цилиндр вытягивания стержня выталкивается, и вытягивание стержня возвращается после распыления, чтобы улучшить эффект извлечения из формы и охлаждения вытягивания стержня.
3.6 СИСТЕМА УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ И ФУНКЦИЯ УДАЛЕННОЙ ДИАГНОСТИКИ
Текущая машина для литья под давлением обеспечивает управление производством, хранение параметров процесса продукта, отображение ошибок и функции управления качеством: может записывать партию и количество продукции; сохранять параметры процесса различных продуктов (форм) для следующего производственного вызова, обеспечивать постоянство производства и сокращение времени настройки; отображение информации о машине для литья под давлением и периферийном оборудовании в режиме реального времени (предупреждение, сбой, статус, ошибка) и предоставление советов по обслуживанию и техническому обслуживанию; запись подозрительной или неверной информации о продукте в соответствии с отклонением фактического штампа. параметры литья по сравнению с заданными параметрами.Помимо предоставления пользователям своевременной справочной информации в производственном процессе, зарубежные машины для литья под давлением с управлением в режиме реального времени также имеют функцию удаленной диагностики: (1) диагностика неисправностей по телефонным линиям; (2 ) программное обеспечение может осуществлять удаленное обновление.
3.7 Полностью автоматизированные производственные установки
Автоматическая производственная установка литья под давлением должна интегрировать систему автоматического управления периферийным оборудованием, таким как подача супа, распыление, подбор и т. Д., С системой управления машиной для литья под давлением, которая проста и быстра в эксплуатации и может реализовать автоматическое производство.В последние годы промышленный робот с сервоприводом широко используется в периферийном оборудовании для литья под давлением: автоматический распылитель с сервороботом контролирует память кривой распыления и количество многоточечного распыления.Поскольку он имеет вращение по шести осям, он может адаптироваться к требованиям распыления сложной матрицы, а последовательная линия и надежность работы распыления значительно улучшаются.Согласно информации системы управления, сравнивающей отклонение между фактическими параметрами пресса и заданным целевым значением, серворобот машина может отделить и проверить продукт, а также выполнить установку вкладыша, охлаждение продукта и автоматическую обрезку кромок с помощью машины для резки кромок в соответствии с установленными требованиями.Благодаря применению серво-робота интегрированное управление Степень машины для литья под давлением и система управления периферийным оборудованием все выше и выше.В настоящее время автоматическая производственная установка литья под давлением смогла реализовать автоматическую беспилотную работу всего процесса литья под давлением, обнаружение продукта, резку кромок, ремонт заусенцев. , обработка поверхности и т. д. Эффективность и стабильность производства гарантированы.
Выше приведены некоторые ссылки, которые необходимо учитывать с точки зрения технологии при выборе машины для литья под давлением.Кроме того, часто необходимо оценить производственную мощность машины для литья под давлением в соответствии с заказом продукта. Выбор литейной машины является важной работой на ранней стадии подготовки производства литья под давлением, представляет собой высокотехнологичную комплексную работу, на ранней стадии обычно используется способ прогнозирования, степень точности и практический опыт имеют большое отношение. т.е. -машины для литья под давлением обычно придерживаются следующих принципов: понять типы и характеристики машин для литья под давлением, выбрать машины для литья под давлением в соответствии с требованиями продукции, выпускаемой предприятиями, не только для обеспечения соответствия требованиям к характеристикам продукции, но и также оставить определенную степень излишка, принимая во внимание новые требования направления разработки продукта, и обеспечить удовлетворительную скорость, эффективность производства и стабильность безопасности, используя максимально широкие технологические условия для производства; han одна машина для литья под давлением, это необходимо учитывать, что модель литья под давлением (в основном усилие закрытия формы) имеет определенный градиент и совместимость, как для удовлетворения потребностей производства продукта, так и для сведения к минимуму количества моделей машин для литья под давлением и стола. Для обеспечения удовлетворительных характеристик литья под давлением синтетически учитываются такие факторы, как экономичность, надежность, маневренность, ремонтопригодность и безопасность машины для литья под давлением.
Требования к продукту, конфигурация процесса, требования к управлению и другие связи между предприятиями не совпадают, акцент на выборе машины для литья под давлением также отличается, фактический выбор машины для литья под давлением должен сочетаться с реальной ситуацией, всесторонним рассмотрение Производство литья под давлением представляет собой комплексную технологию, оборудование, форму, процесс, сплав, персонал и любую другую связь, имеющую решающее значение для воздействия продукта, также нереально думать, что покупка хорошей машины для литья под давлением может сделать хороший продукт , В этом документе представлена общая ситуация выбора машины для литья под давлением, только для справки, если есть односторонние и неправильные, пожалуйста, коллеги по литью под давлением, чтобы исправить.

Контакты: Sean Jiang
Мобилльный Тел.: +86-13777149766
Почта: [email protected]
Whatsapp:+86-13777149766
Адрес компании: No.6, Wenjing Road, Jintan Economic Development Zone, Чанчжоу, Цзянсу, Китай (213200)
We chat

 English
English Russian
Russian Spain
Spain