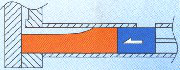
Как показано на рис. 1-2, после закрытия формы для литья под давлением расплавленный металл 3 заливается в камеру прессования 2, головка 1 для впрыска под давлением выдвигается вперед, и расплавленный металл вдавливается в камеру пресс-формы 6 через литник 7. остывать и затвердевать. Когда пресс-форма открывается, пуансон для впрыска под давлением выдвигается вперед, чтобы вытолкнуть излишки материала, гильза выталкивающего гидравлического цилиндра выталкивает отливку, пуансон сбрасывается, и цикл литья под давлением завершается.

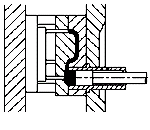
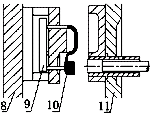
Рис.1-2 Принципиальная схема процесса литья под давлением в холодной камере
1-- Головка плунжера 2-- Втулка 3-- жидкий металл 4-- неподвижная форма 5-- подвижная форма 6- полость формы 7-- литник 8-- подвижная плита формы 9-- выталкиватель 10-- остаточный материал 11- - неподвижная пресс-форма
Процесс нагнетания под давлением можно разделить на два или три этапа.
Первый этап: нажатие на головку плунжера выдавливает металлическую жидкость с медленной скоростью, чтобы металлическая жидкость заполнила передний конец втулки и заполнила переднюю часть внутреннего затвора. Этот этап может обеспечить более полный выход воздуха из рукава и предотвратить вытекание металлической жидкости из затвора.
Второй этап: головка впрыска под давлением движется быстро, заставляет металлическую жидкость быстро заполнять полость через литник.
Третий этап: этап конечного давления, головка нагнетания давления продолжает двигаться, уплотняет металл, скорость штамповки постепенно падает до нуля. Эта фаза должна быть реализована, когда механизм наддува доступен в системе наддува машины.
В процессе заливки литья под давлением скорость продвижения литьевой головки напрямую влияет на качество литья. как показано на рис. 1-3, когда скорость движения литьевой головки на первом этапе слишком низкая или слишком высокая, это плохо сказывается на качестве отливки. Чтобы эффективно устранить проблему хранения газа при литье под давлением, головка для впрыска под давлением может на этом этапе двигаться с равномерным ускорением, то есть скорость впрыска под давлением постепенно увеличивается от нуля до подходящего значения, и металлическая жидкость не будет выплескиваться. от ворот под давлением головки впрыска давления, и может сформировать плавную амплитуду волны для выпуска воздуха.
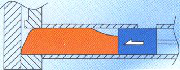
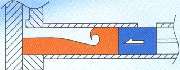
(a) (b) (c)
Рисунок 1-3. Схематическое изображение движения сжатия первой ступени.
а) скорость слишком низкая, воздух попал в хвост
б) скорость слишком высока, воздух попал в распылитель
в) При критической скорости давления может образоваться скользящая волна для слива воздуха.

Контакты: Sean Jiang
Мобилльный Тел.: +86-13777149766
Почта: [email protected]
Whatsapp:+86-13777149766
Адрес компании: No.6, Wenjing Road, Jintan Economic Development Zone, Чанчжоу, Цзянсу, Китай (213200)
We chat

 English
English Russian
Russian Spain
Spain